Chromium-Tanning
Chromium salts, especially chrome alum and chromium(III) sulfate, are used in chromium-tanning of leather. The chromium stabilizes the leather by cross linking the collagen fibers. Chromium tanned leather can contain between 4 and 5% of chromium, which is tightly bound to the proteins. Although the form of chromium used for tanning is not the toxic hexavalent variety, there remains interest in management of chromium in the tanning industry such as recovery and reuse, direct/indirect recycling, use of less chromium or "chrome-less" tanning are practiced to better manage chromium in tanning.
Chromium Salts
Chromium salts or chromates in contact with your skin may result in dermatitis. Brief or occasional contact may not pose a problem. Potassium dichromate is a chromium salt or chromate and is a common metal making up a significant part of the earth’s crust.
The most common home exposure of chromate is leather. The majority of leather goods, including shoes and gloves, are tanned with chromates.
Chromium salts are occasionally found in detergents, shoe polishes, ashes, safety matches and military green dyes used in felt and textiles.
Chromium salts are found in many industrial materials such as cement, mortar, plaster, drywall and bricks.
Exposure may occur from chromium plating, engraving and printing chemicals, rust proofing primers, pigment in paint, inks, wood preservatives, lithography fixatives, chrome glues, adhesives, photographic chemicals, welding galvanized, chrome-plated metal and stainless steel. Cutting fluids and oils can be contaminated with chromium salts. Corrosion inhibitors and preservatives in cutting oils may contain chromium salts.
Avoid chromate-tanned leather gloves and shoes. Use instead vegetable-tanned leather shoes or plastic shoes. For those with shoe dermatitis from chromate and leather, wearing heavy socks and reducing perspiration and moisture may help to reduce dermatitis.
Permeation of chromium salts through human skin in vitro.
Gammelgaard B, Fullerton A, Avnstorp C, Menné T.
Source Royal Danish School of Pharmacy, Copenhagen.
Abstract
Chromium permeation studies were performed on full thickness human skin in diffusion cells. All samples were analyzed for the total chromium content by graphite furnace Zeeman-corrected atomic absorption spectrometry. Some samples were analyzed by an ion chromatographic method permitting the simultaneous determination of Cr(VI) and Cr(III) as well. The amounts of chromium found in all skin layers were significantly higher when potassium dichromate was applied to the skin compared with chromium chloride or chromium nitrate. Chromium could only be detected in the recipient phase after application of the dichromate solution. Chromium skin levels increased with increasing concentrations of applied chromium salts up to 0.034 M Cr. The amount of chromium in recipient phase and skin layers increased with increasing pH when the applied solution contained potassium dichromate. This was ascribed to a decreased skin barrier function of the skin. The amount of chromium found in all skin layers after application of chromium chloride decreased with increasing pH due to lower solubility of the salt. The % of chromium found in the recipient phase as chromium(VI) increased with increasing total chromium concentration indicating a limited reduction ability of the skin in vitro.
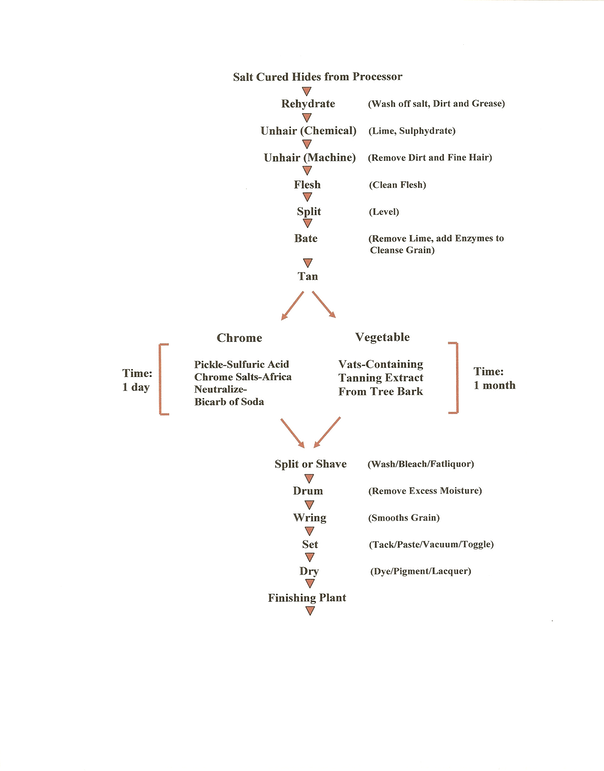 Oak Bark-Tanning in the Traditional Manner
Oak Bark-Tanning in the Traditional Manner
The production process begins by stripping the animal hide of its hair. This is usually done by hand with a very large blade, which is pushed forward away from the shaver’s body. Once the hides have been shaved, they’re hung on frames and dipped into various pits, which contain different concentrations of tanning solutions. This occurs daily for about four weeks.
After the hides have gone through an initial surface tanning, they’re put into racks and submerged into another pit that’s half filled with tanning fluids. Shredded tanning agents are also placed between each “rack shelf” and the hides remain in the pit for six to twelve weeks.
The final step is the oak-bark ground-tanning stage. This occurs in old, nine-foot deep, oak-lined pits that are filled with a tanning solution and agents such as oak, spruce, and mimosa bark, as well as valonea fruit. The hides are not heated nor mechanically moved; they just sit in this solution … for about nine months.
It’s a process that can altogether take up to a year. Compared to modern industrial tanning processes that take about a month, this can be very costly. The upside to it is a much finer leather. The tannins bind and conserve the leather’s protein structures, making the leather extremely durable, breathable and flexible. It’s also lightweight and more comfortable to wear.
Thanks to dieworkwear.com
Vegetable-Tanned Leather
Excerpts from BASF Tanner’s Manual, private publication, from private collection of Steven Siegel.
Past-Time Tanneries in Europe
Vegetable-tanning has an ancient tradition and it is interesting to look back on the time before transition to industrial processing one hundred and more years ago.
At that time the tanner in Europe had at his disposal practically only oak and pine bark which he obtained from the neighboring woods. Individual tanners cultivated their own grove of oak trees from which they stripped to fill their needs. They knew how to produce a firm sole leather and soft russet upper leather with the same tanning materials. Moreover, leather for harnesses, saddles and carriage covers were needed and were also tanned with oak and pine bark. Some tanners specialized in fine upper and bag leather form calf and goat skins, and others lining leathers from sheep skins. They associated themselves in well organized guilds, and in their statues such rules were laid down as to how many master tanners were allowed to work in one place, and how many journeymen and apprentices each master tanner was permitted to employ. Thus production was kept within the required minimum, and the value of the leather was retained. Often, several tanneries were located adjacent to one another along a river or a dammed up stream. The raw skins which were brought to the tanners by the local butcher immediately after the animals were slaughtered and flayed, were soaked in the river.
The fresh skins which were not processed immediately after flaying were cured by salting and drying. Heavy hides were used for sole leather, medium hides for insole leather, and light hides for upper leather. The pelts only needed to be leveled in the thick areas, and thus the fibre texture and ultimately the natural tensile strength of the leather were retained.
The hides intended for use in the production of sole leather were sweated for unhairing or hair-loosening. In this process the hides were suspended in a humid air chamber at a constant temperature when the basal columnar cells were attacked and destroyed by the action of bacteria and fermentation. The hair was loosened in this manner and was then removed.
All hides other that those intended for the production of sole leather were limed. They were first immersed in a used lime liquor in order to loosen the hair more rapidly. Unhairing was carried out after a liming period of 5-7 days. The pelts for russet upper leather were subsequently relimed for a week in a fresh lime liquor. Reliming was not required for harness and sole leather.
Some of the tools used by the tanner in the olden days are still in use today, e.g. the beam on which unhairing, scraping, and fleshing were carried out, the scraping knife, the fleshing knife, the shaving knife and shaving beam, whetstone and steel for sharpening the knives. These were the implements used in the beam house.
The pelts for sole and insole leather were shaved free from veins. The pelts for harness leather were fleshed, and, in addition, levelled by shaving the excessively thick head and butt parts lightly. The pelts for russet upper leather were fleshed and shaved by hand in the butt section.
The rinsing and soaking of the pelts were again carried out in the river. The grain side was smoothed with a slating stone and scudded with a sharp scudding knife. The pelts for harness leather were lightly bated and the pelts for russet upper leather were heavily bated in an infusion of pigeon dung. This gave a moderate bating effect and a comparatively good deliming. The pelts for sole leather needed no deliming as the hair had not been loosened by liming but by sweating. The pelts for insole leather required no special deliming as they were sufficiently delimed in the early mild tan liquors.
The pelts for sole and insole leather were further treated in a plumping liquor which was strengthened with used sour liquor from the layaways, the goods being handled daily. Apart from undergoing a very light tannage, the pelts for sole leather were thus heavily plumped by acid swelling. The pelts for insole leather, however, were subjected to a weaker swelling action. Tannage was then continued in dusters and completed in layaways. The vessels employed were, as a rule, made of wood. They were sunk to ground level, and protected against damage by an insulating layer of firmly packed clay.
The pelts for harness and russet upper leather as well as calf, goat and sheep skins were pretanned. The higher the layers were piled in the vat, the greater was the pressure on the hides in the bottom layers. In order to reduce the heavy load, the vat was gradually filled with liquor while the hides were being layered, so that the bottom layers of the hides began to float. The hides were hauled from the layaways after 4 to 6 weeks, while they were left in the dusters for several months.
There were of course variations in the processing methods of the individual tanners. One had more oak bark and the other more pine bark at his disposal. Some also used willow bark, as for instance the tanners in the wide plains of Russia who used birch and willow bark to tan upper leather (Russian leather). They stripped the white bast from the birch bark and from this they extracted the birch bark oil which they used as an additive in oiling the tanned leather.
These old tanning methods required much time. The principle was to bring tan bark in contact with the skin in water. The tannin dissolved and combined with the skin fibre; the concentration of the liquors was weak. One difficulty was the utilization of the residual tannin in the used tan bark. The latter was dumped in a collecting pit, water was run in, and the whole was left standing. Later, the water was drawn off and the pit was refilled. This brought about extensive fermentation processes, e.g., conversion of starch-like nontans into lactic acid. The conversion of sugary nontans into acetic acid proceeded very rapidly. By judicious use of a combination of this acid liquor, which possessed a swelling action, and the astringent oak bark tannin, firm leather was produced. Sweet liquors were employed for making soft russet upper leather.
The tanner did not take much time out for finishing the sole leather. It was hauled from the pit, freed from adhering tan bark and dried. The hammering was left to the shoemaker.
Harness and russet upper leathers were hauled from the pit, immersed in water, scoured, and aired off. They were then hand-stuffed with tallow, fish oil, and degras which were obtained from the tanners who practised oil tanning. After having been stuffed, the leathers were dried. The russet upper leather was subsequently dressed with the moon knife.
Such operations as setting out and whitening by hand already belong to the advanced processes of the more recent times.
It is interesting to go through the old tanners manuals and to see how this handicraft was practised in the olden days. The tanners endeavoured to perform their work with great care. The young journeymen set out on their travels to gather more experience. These old books give the reader some idea of the pride taken by the tanners in their work and the ethics of this profession.
With the advent of steam engine and railway the centuries-old tradition was interrupted and the guild system became ineffective. The world market was opened and the tanners were offered new, highly concentrated tanning materials and raw hides from abroad. The tanner who possessed a steam boiler could leach his used tan bark more efficiently with hot water. Thus the old basic principle of bringing tan bark in contact with the skin in water was abandoned. The tannins were leached and tanning was carried out with the extracts thus obtained. Next came the extract factories. Some people began to concentrate the leach liquor and sell it to the tanners in the form of a thick liquid extract. Tannery machines were built and were introduced to the tanneries along with the steam engine. When a tannery was enlarged to factory size, many small enterprises had to close shop. It was then that science began to take an interest in the secrets of leather manufacturing. With the aid of the chemists, leather processing made new advances as for instance the introduction of sodium sulphide and the development of the chrome tannage.
The transition from the handicraft to industrial operation advanced rapidly. In the following chapter we shall deal with the modern aspects of vegetable tanning.
Leather Factories (circa 1950)
In the factories we find brick or concrete pits in which soaking and liming are carried out. The pits are sufficiently wide and deep so that the hides can be hung up in them. The buildings in which the pits are located are high enough to permit the transferring of goods from one pit to another by means of overhead travelling cranes. Each pit can be rapidly drained and refilled with water. Sometimes the liming pits are provided with a mechanical agitator. Rocker liming is seldom found in Germany, but is widely used in the South American countries. In this method the hides are suspended from a frame which is slowly rocked about an axis half way along it. The rocking does not strain the hides excessively and yet provides adequate movement.
In other factories the soaking and liming pits have been dispensed with altogether and these operations are now carried out in drums 3 m long and 3 m in diameter. This method saves a lot of hand labor. The salted hides are thrown into the drum and worked in it until they come out as rinsed pelts. They are not handled at all by hand during all the operations. Soaking, rinsing, liming, and re-rinsing are all carried out in the same drum. The liming drums have a high speed gear for 5 to 6 rpm and a low one for 1 to 2 rpm. In addition, they have an electrical switching device for forward and reverse. It is important that the goods are drummed a short period only and then left standing. One or two revolutions will suffice to change the position of the goods. It is better to change the soaking water more often and to give only a light rinsing. After the lime liquor has been added, the goods are drummed for 10 minutes in order to stir up the mixture thoroughly, and then the drum is moved only 1-2 revolutions every 1-6 hours. The goods should be washed with several changes of water preferable to prolonged rinsing.
Hand-fleshing is hardly done at all nowadays, and instead, fleshing machines are used. The band-knife splitting machine has become indispensable. It can level a pelt to any desirable thickness. Special machines (Leidgren, Alisora) have been developed for clearing the grain. Lattice drums and paddles were introduced for deliming and bating. The lattice drum is fixed horizontally in a pit, and when the latter is filled with water, two thirds of the drum is submerged. Inside the drum are rows of pegs which agitate the goods when the drum is turned. For deliming heavy hides, the lattice drum is more suitable than the paddle, the latter being more advantageous for light leathers. A paddle should have the same dimensions in width and length, a rounded bottom, and a depth equal to half its width. The walls of the vessel project somewhat over the water level in order to avoid spilling of water when the paddle rotates. Both the lattice drum and the paddle are suitable for deliming and bating, but not always for soaking and liming.
The suspenders play an important part in the tanning process and merit a detailed discussion.
The suspender pits are built adjacent to one another in a long row. They are 2.3 to 2.5 meters square and 3 meters deep in order to allow the pelts to be suspended in them in their full length with the head pointing downwards. If the pits are less deep, the pelts are folded in along the shoulder line and hung up by the tips behind the foreshank. The building in which the pits are located are high enough to permit overhead cranes to be installed for transferring the pelts from one pit to another.
There are various systems of working a round of suspenders, the most simple one being without flow of liquor. Each day the pelts are hauled and moved forward one pit. The pits are not connected with one another. A 12 pit system is depicted in the diagram below, No 1 being the weakest or head liquor and No 12 the strongest or end liquor.
The procedure is as follows: the latest pack in No. 12 is taken out, the remaining packs are moved forward one pit, and a fresh pack is placed in No. 1. When the goods are hauled off the next time, the liquor in No. 1 is exhausted and is run off. The pit is cleaned and filled with fresh liquor and thus becomes the end suspender. The pack in No. 12 is then transferred to No.1, and the remaining packs are moved forward one pit. The head liquor is now in No. 2, the next time in No. 3, then in No. 4, and so on. If this method is used, the packs have to be hauled twice on the day when a fresh end liquor is prepared. If the suspender pits are not arranged in a continuous cycle, as shown above, but in a row, as shown below, the transferring of goods from the last pit to the first pit involves a great deal of extra work and is very costly when it has to be done by hand labor.
The suspend systems without flow of liquor do not ensure an entirely uniform treatment of the goods. The leathers which are transferred into a freshly prepared end liquor undergo a better treatment than do those which are moved into an end liquor that has only been strengthened. For this reason, the suspenders are provided with a counter-flow system as shown in the sketch below. The pits are interconnected by pipes on the overflow. In this system, No.1 is always the head liquor into which the fresh pelts are placed. Each day, the pack that has undergone the longest treatment, i.e., the one in No. 12, is taken out and the other packs are moved forward one pit, the most important factor being that No. 12 is strengthened daily with the same amount of fresh liquor which is led to the bottom of the pit by means of a hose. The strengthening liquor which has a density of, say, 7o BÃ does not mix completely with the lighter liquor of, say, 6o BÃ to which it is added, but submerges and presses it over into the the next pit. Thus, the overflowing liquor of 6o BÃ from No. 12 runs through a copper pipe or wooden channel to the bottom of No. 11 where it, as the heavier liquor now, forces the lighter liquor of, say, 5.5o BÃ in this pit to flow over to the next pit No. 10. This process is repeated - the liquor strength ever weaker - from pit to pit until the exhausted liquor flows from the last pit directly into the drain.
The overflows should be installed at such a height that the suspended pelts are always surrounded by liquor. The strengthening liquor should not be fed in by means of a too quickly operating pump, as otherwise the flow of liquor could not pass the press-over holes at the same speed, and as a result the pits would run over. It would be wrong to try to correct this deficiency by building in larger overflow pipes or setting them at a lower levels or removing the channels which lead the liquor down to the bottom of the pits. The proper procedure is to use a very small feed pump. Another method is to pump the replenishment liquor into an elevated storage tank from where it flows down into the pit in a thin stream. The replenishing may last for hours and it is the slow addition of strengthening liquor that ensures that the heavier liquor gradually forces the lighter liquor up and presses it over into the adjacent pit. In the majority of tanneries the tanning in suspenders is performed according to this counter-flow system. This method, when carried out properly, ensures the greatest uniformity of leathers produced, because each pelt is offered the same quantity of tannins. Since the pelts take up the tans from the liquor and leave behind the non-tans, the early liquors contain an excess of non-tans and few tans. Thus, from pit to pit, the pelts are passed through liquors not only of increasingly higher density, but also containing gradually more and more tans and less non-tans. All that has to be done daily is the replenishing of the end liquor.
In a counter-flow system the analysis of the suspender liquors will always show constant ratios of tans to non-tans, provided that the packs entered are of the same size, the individual pelts do not differ more than plus or minus 10% in weight, and equal quantities of the same tannin mixture are used for strengthening. The tan content of the early liquors and that of the exhausted liquor which is run off, must be carefully observed. If the latter contains too much tans, the suspender system is too short, and if the early liquors are too strongly exhausted, the system is too long. In the first case, the liquor to goods ration should be checked in order to determine if this deficiency can be corrected by bringing in packs of larger size and higher weight. Another way of effecting a quicker exhaustion of the liquors is to use a larger quantity of quick-acting tannins, e.g., chestnut, in the tanning mixture and to reduce the quantity of slow-acting tannins, e.g., sulphated quebracho. The most simple remedy, of course, is to add less strengthening liquor. If, conversely, the early liquors are found to be too strongly exhausted as is often the case in practice, it is best to add more replenishment liquor. If, however, a check reveals that a sufficient quantity of tannins has been added, the fault would lie in the system being too long. If this is the case, one or two additional packs can be taken out from the late liquors and the pelts in the early liquors are hung farther apart, i.e., the pelts of a single pack are divided up and suspended in two pits. In the third or fourth suspender the original number of pelts is put together again to form one pack. The pelts color much better when they are hung farther apart in the early liquors, the suspension time being varied as required. It would also be helpful to use more slow-acting and less quick-acting tannins.
Thus, the suspender system can be controlled in various ways. A properly run suspender system is invaluable. The liquors are exhausted at regular intervals and the leathers are all uniformly pretanned.
It is often falsely assumed that in a counter-flow suspender system the pits can never be cleaned, because they are always filled with liquor. Each suspender pit is cleaned at least once a year and the ones of the early liquors even more often. The procedure is as follows: starting with the end suspender, one takes out the goods and pumps the liquor through a filter into a storage tank. The empty pit is cleaned and the filtered liquor is then run back. If, for instance, the liquors of a 12 pit system are to be completely renewed, the following procedure is recommended: after the pack has been taken out of pit No. 12, the liquor is pumped into pit No. 11 and presses down through the section and finally an equal volume of exhausted liquor flows from pit No. 1 into the drain. The empty pit No. 12 is cleaned and filled with a fresh liquor, the packs being moved forward one pit. After some time, the hauling of the packs is stopped at pit No. 11 which is emptied and cleaned in the same manner by pumping its liquor into pit No. 10. The empty pit, however, is not filled with a fresh liquor, but with the overflowing liquor from pit No. 12, when the leather is replenished with fresh liquor. This procedure is repeated with each pit down the line at certain intervals. This is also a convenient method for straightening out a completely muddled up suspender system.
A third suspender system works in such a manner that the leathers are not hauled and only the liquors are transferred.
The pits are arranged in a continuous row. They are interconnected by press-over pipes as described above. This system allows for transferring liquor from one pit to another or to the drain. One pit is always left empty and is carefully covered up to prevent accidents. If No. 1 is the spare pit, the earliest pack is No. 2 containing the strongest liquor is taken out. The liquor in No. 2 is pumped into No. 3 and presses down through the section, and eventually the overflowing liquor from No. 12 fills up the spare pit No. 1. The now empty pit No. 2 is cleaned and covered up with the lid. Replenishing liquor is then pumped into No. 3 and presses down through into No. 3 and presses down through the section and the overflowing, exhausted liquor from No. 1 is run off.
Subsequently, the outlet of No. 1 to the drain is shut off and the overflow to No. 2 opened. As soon as No. 1 is filled with liquor, fresh pelts are entered. If the individual pits are not provided with a drain hole, the excess liquor must be pumped out, and this means extra work. The procedure described above is repeated each day from pit to pit, the pelts being entered, sometimes moved a little at the beginning, and then taken out later from the same pit as pretanned leather. This suspender system is particularly useful where space is extremely limited and the hauling of the packs involves difficulty.
Tannage in dusters and layaways subsequent to pretannage in suspender liquors is still being carried out in small and medium size tanneries. Even today dusters must be considered a useful means for continuing the tanning process. Since the pelts are pretanned in a hanging position, folds are liable to form. By laying the hides out flat in pits, the folds are smoothed out, and are not retained after tannage.
Tannage in dusters is carried out as follows: a pit is half filled with liquor, two or three baskets full of dusting material are thrown in to serve as a float, and immediately afterwards the pelts are brought in. Two men lift up the first hide - when whole hides for russet upper or case and harness leathers are being processed - holding it over the pit by the shanks and letting its head fall on the floating dusting material at the edge of the pit. A third man stands on the opposite side of the pit with a basket containing moistened dusting material which he strews onto the folded-in head of the hide. The first two men then throw in the hide in such a manner that it lies flat in the pit, and smooth out any folds, which may have formed at the edges, by means of a light pole. The third man then covers the hide with dusting material while the other two fetch the next hide.
A rapid layering method for factory sole leather after pretannage in the suspenders is carried out as follows: a hole is punched in the tail and head of the sides and they are then placed alongside the pit. A supply of moistened dusting material is piled up on a wooden support on the other side of the pit. The bottom of the pit is covered with a layer of used ground tan bark. Two men lift up the first hide and place it flat into the pit by means of bamboo poles that have a brass hook attached to one end. A third man covers the laid out side with dusting material using a large shovel while the first two men fetch the next side, the pit being gradually run up with tan liquor.
Oak bark is seldom used as dusting material, because of its very high price, and pine bark is often unsuitable on account of its acid forming property. Mimosa bark on the other hand can be used to advantage as dusting material.
Tannage in dusters and layaways with ground tanning material is often said to have the following disadvantages: the tan bark must be ground: it must be moistened in order to prevent it from dusting when it is strewn; the hides must be hauled from the tan pits; the leathers must be rinsed; the used tan bark must be disposed of and leached. This all involves high expenditures for labor. This is true, and therefore dusters and layaways are being more and more replaced by tanning in liquors known as handlers. For this purpose, the pelts, after they have been pretanned in a round of suspenders, are suspended for a prolonged period in a separate pit containing a stronger liquor. Nowadays the leathers which have been pretanned in suspender liquors are often directly placed in a tanning drum for concluding the tannage. The leathers are tanned through in the dusters without agitation while they are moved in the drum in order to attain complete penetration. The term complete penetration is construed to mean that each leather is thoroughly tanned in every place. Care must be taken that complete penetration is always ensured. Since it would be impossible for the tanner to make a cut in every leather to test the degree of penetration, he would usually tan the leathers somewhat stronger rather than too weakly. Tanning by agitation in the drums is the safest way of ensuring uniform penetration of the leathers.
The normal size tanning drums are 3 m long and 3 m in diameter; a smaller model is 2.5 m long by 2.5 m in diameter. Across the drum in the inside are rows of pegs placed at regular intervals apart and attached to the staves. The drums are provided with a safety valve in the end or “head”, or on the periphery to allow any excess pressure that is liable to build up during agitation to escape. The valve automatically opens when it is on top and shuts off when it is at the bottom of the rotating drum, leakage of liquor being thus prevented. The rate of rotation of the 2.5 m drum is 5-6 r.p.m. and that of the 3 m drum is 3-5 r.p.m. The drums are fitted with an automatic reversing gear which allows the drum to rotate alternately in both directions. The continual change of the direction of drumming prevents the goods from becoming tied up in knots.
The older type drums are of the smaller size. The of the drums is from one end, there being a pinion on the shaft of the driving pulleys, which gears with a large toothed wheel fixed directly to the wooden end of the drum. By means of one straight and one crossed driving belt the drums can be rotated forwards and backwards, the direction being automatically changed by a contrivance which engages and disengages the two driving belts alternately on the driving pulley and the idling pulley. This has been the standard type drum for decades, and it is still largely employed nowadays. They have several disadvantages. The driving force is transmitted from the toothed wheel via the fastening bolts to one end of the drum and from there via the staves to the other end, in which the fastening bolts are tightly fitted in the beginning, are soon worn out. An even greater danger is that the staves are liable to come loose along the edges where they are joined to the ends of the drum causing it to leak. This is illustrated in the sketch shown below.
The drum is driven from the right hand side. At every change in the direction of rotation, as indicated by the left- and right-hand arrows, the momentum acquired by the heavy drum up to the moment of change has to be overcome. This puts the drum under a heavy stress at the stave joints with the result that the drum begins to leak after it has been in use for only 5 or 6 years. The stress is even greater on the large drums, and therefore a steel frame is built around the wooden drum like a cage. The toothed wheel is attached to the steel frame and relieves the drum from excess stress.
A further advancement is the automatically operating electrical reversing gear. As soon as the momentum acquired by the revolving drum is overcome, the drum remains for seconds in the position of rest before it is started again in the other direction. Considerable savings in material are thus ensured.
The latest trend is to dispense also with the suspenders and to carry out the whole tannage exclusively in drums.
Vegetable Tanning process in Tuscany
Unboxing English Bridle Leather from Wickett & Craig of America
Hermann Oak Leather Tannery video
Thomas Ware & Sons Tannery video
Imputrescible Corium: The Production and Structure of pre-1900
Bookbinding Leather
The entire epidermal layer of your skin turns over every forty-eight days
Sandals
Build Your Own Pair
Care for Your Leather
Leather Terms
Leathersmithe History
California Tanneries
Galleries and Links
Pouches, Wallets, Bags
Belt Pouches
Commemorative Pouches
Passport Pouches
Drum-back Pouches
Wallets
Calf Bracelets
Shoes & Boots
Protégés
Begun 9.29.2017
